当前位置:主页 > Moldex3D > Moldex3D成功案例 >
客户简介
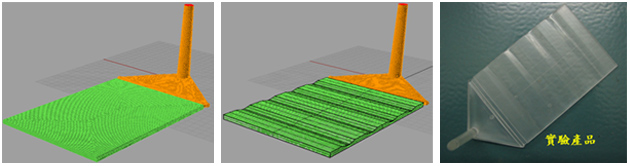
中原大学模具与成型科技研发中心系于2001年承接教育部顾问室『精密机电科技教育改进计划』而成立,其主要是在模具与成型领域进行跨校纪的资源整合并建立前瞻性的特色实验室作为产业人才培育与研发的基地来提升产学合作和国际接轨以促成国际实质的交流与合作。 大纲塑料射出成型虽然可以快速且大量生产,但因制程引起的翘曲缺陷却难以轻易获得解决。此研究透过产品的肉厚设计(平板 vs. 40%突变厚度平板),以及温度参数(30°C、45°C及60°C)的变化来观察各组合对于翘曲的影响。这份研究结果可以解决收缩翘曲问题,建立肉厚减薄的设计规范供产业界应用。 挑战随着产品设计愈趋复杂,产品肉厚对于收缩翘曲的影响性非常大,这类缺陷对于产品良率有直接影响,常常会造成产品尺寸不精确或是装配不全的问题。此外,影响翘曲的因子相当众多,例如:温度、肉厚均匀性、残留应力以及冷却时间…等,必须透过适当的控制和设计才能成功生产符合标准的产品。 案例研究以往为解决产品翘曲,通常都是透过调整制程参数;但假如在产品设计端的设计有超过规范时,单靠制程参数要解决务问题则是相对困难。为了要有效解决及控制翘曲问题,本研究使用创新的突变肉厚设计搭配温度控制来改善翘曲问题,希望此种方法可建立起设计规范,并实际应用于产业界。 为了解产品肉厚设计以及温度对于翘曲的影响,此研究在实验和分析产品部分设计一长方平板与一单边突变厚度(40%)的平板搭配特殊设计的扇形浇口,以确保熔胶进行充填时可同时间达到相同位置。
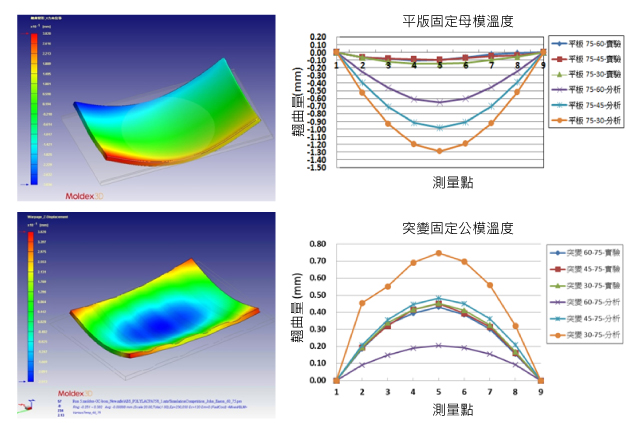
透过两侧不同温度参数控制可使得平板以不同形式收缩造成翘曲,翘曲方向向上为U向下为反U字型,而在翘曲观察点的部分,以长平板与浇口接触点开始分为10等分,纪录其每一点的翘曲位置。在分析的model上也设置9个与实验测试点一样位置的量测点,以帮助我们分析完成后可以快速地取得所需要的信息。
从Moldex3D的分析以及实验结果中可发现,在固定公模温度较高时(30-75°C, 45-75°C, 60-75°C),长平板以反U字型翘曲,而对于突变平板而言,反U字型的翘曲量更甚,其原因为突变平板在母模面的肉厚掏空造成收缩时体积较少,导致收缩时产品靠公模面的收缩较大。 而温度变异方面可看出,双边温度差越大对于产品翘曲影响越大。另一方面,在固定母模温度较高时(75-30℃, 75-45℃, 75-60℃),长平板则以U字型翘曲,而其温度条件对于变平板而言,则可以将翘曲量缩小,其原因在于肉厚单边掏空造成往公模面的收缩也减小,达到抑制翘曲目的。因此,可以将肉厚剪薄之于模具温度控制的观念应用在3C产品背盖上,达到在容许范围内有效控制翘曲量的目的。
Moldex3D分析结果可以验证不同的温度设定与产品肉厚,其控制因子对于产品的一定影响;其分析与实验结果也相符合。因此,使用Moldex3D作为先期预测的仿真分析软件来预测其流动和收缩翘曲的情况,以其结果来做后续实际开模则可省去许多测试成本。
如有CAE业务的需要请联系电话:13723451508,咨询QQ:215370757
本文出自深圳有限元科技有限公司cae软件专业网站:http://www.feaworks.org 转载请注明
|

如有CAE业务的需要请联系电话:13723451508,咨询QQ:215370757
本文出自深圳有限元科技有限公司cae软件专业网站:http://www.feaworks.org 转载请注明

 Copyright 2007-2017 All rights reserved feaworks 粤ICP备17088788 深圳市元王科技有限公司
Copyright 2007-2017 All rights reserved feaworks 粤ICP备17088788 深圳市元王科技有限公司

 分析结果与实际产品
分析结果与实际产品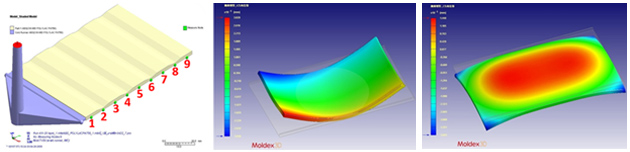 翘曲测量点与U型、反U型翘曲
翘曲测量点与U型、反U型翘曲