摘 要 : 以汽车储物箱为实例,借助模流分析软件Moldflow对其浇口位置、充模时间、注射压力、气穴和熔接痕等进行模拟分析,根据分析结果有针对性地优化模具设计方案。并将分析结果用于实际生产中,取得了较好的效果。 模具CAD/CAM/CAE技术已经在模具行业得到广泛应用和推广,本文以汽车储物箱为例,提出了一个优化的模具设计解决方案,充分利用Moldflow软件模流分析模块来指导三维设计软件Pro-E的模具设计。结果表明:该模具设计解决方案缩短了模具开发时间,增强了工艺的稳定性,降低了材料消耗,提高了生产效率。 1 塑件分析
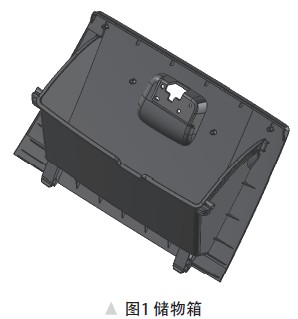
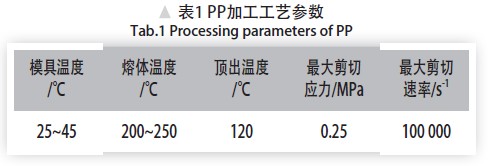
图1为汽车储物箱塑件,其尺寸为380 mm×240mm×165 mm。材料为聚丙烯(PP),采用注塑成型方法。塑件外表面要求光洁,无缩孔、飞边及毛刺。壁厚2.3~3.5 mm,体积736 205 mm3。在模具设计之前用Moldflow软件对塑件进行成型工艺分析,利用分析结果,进行合理的模具结构设计。 2 模流分析2.1 模具的最佳浇口位置 2.1.1 分析模型的建立 在Moldflow软件内导入IGES格式的三维模型,并对模型进行网格划分。本模型的网格采用双层面网格,网格的边长为11.65 mm,经网格划分和修补可以获得31 364个网格单元,最大纵横比为9.634,平均纵横比为2.052,网格的匹配率为93.8%左右,各项指标均符合Moldflow分析所要求的网格质量标准。 2.1.2 成型参数设置 材料选为PP,其工艺参数与性能如表1所示。
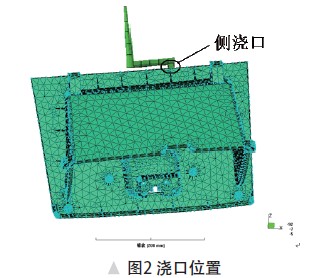
2.1.3 浇口位置确定 注塑模浇口位置的设定直接关系到熔体在模具型腔内的流动,从而影响聚合物的分子取向和产品成型后的翘曲。正确的浇口设计能减少熔接痕、降低内应力、避免蛇形纹、改善外观;因此合理的浇口位置在模制产品的设计中十分重要。综合考虑塑件要求,在分析比较相关数据基础上,塑件注塑采用侧浇口,如图2所示。
2.2 流动分析 MPI/Flow是Moldflow中用于分析塑料熔体在模腔中流动,并且优化模腔布局、材料选择和填充保压工艺参数的分析模块。 2.2.1 充模时间模拟
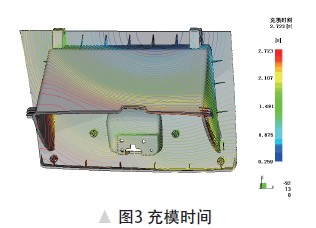
用Moldflow软件分别进行填充和流动翘曲两项模拟,结果表明:熔体充满型腔所需时间为2.723s,从图3填充等值线可以看出,熔体到达极限位置的时间基本一致,为均衡填充。图3中线条较密处表示 流速较慢,较稀处表示流速较快,分析结果显示,本方案产品填充情况较好,填充无迟滞与短射情况发生,该浇注系统填充时间短、效率高、填充完全。 2.2.2 注射压力模拟
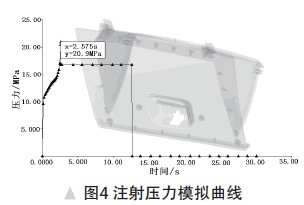
图4是注射压力模拟曲线。从图4可以看出,注射机的最高注射压力在20.9 MPa左右,保压压力为17 MPa,保压时间12 s左右,符合塑件成型工艺要求,能够得到质量致密的塑件,为注射机压力参数的设定提供了很好的选择。 2.2.3 气穴和熔接痕模拟
图5为塑件的气穴位置模拟。气穴多分布在边缘位置,而这些位置往往都有分型面顶杆、型芯存在,所以这些气穴一般不会出现在塑件表面,同时可以通过调整注射速度改善或增加排气镶件。
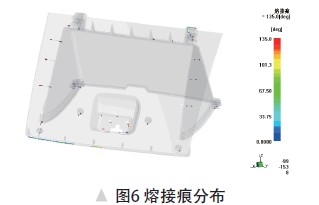
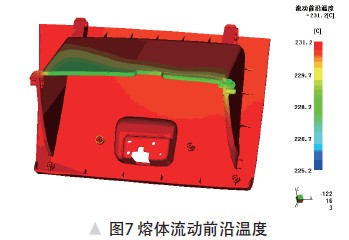
由于塑件为框架结构,熔体填充过程中很容易形成熔接痕。熔接痕熔合不良,将导致表面裂纹、取向不良,力学性能下降。因此应尽量避免塑件结构强度薄弱处出现熔接痕。从图6可以看出,熔接痕基本上都位于塑件反面的加强筋处;结合熔体流动前沿温度分析结果(图7)可知,熔接痕处的熔体温度无明显降低,温差均较小。熔接痕熔合良好,保证了塑件的机械强度和表观质量。
2.2.4 翘曲分析
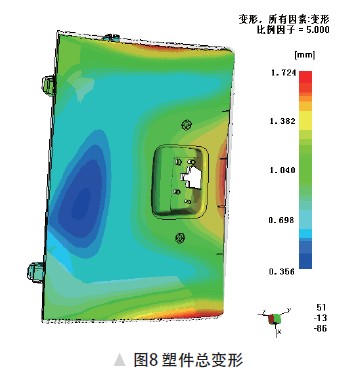
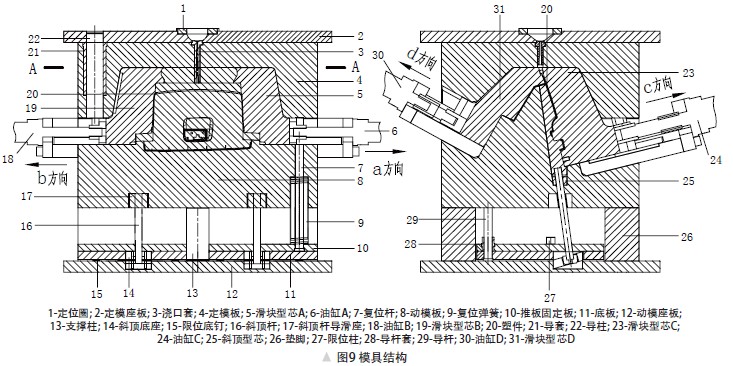
翘曲是由于不均匀的内部应力导致塑件形状、尺寸的缺陷;塑件的翘曲变形一般是由冷却不均匀、收缩、分子取向等因素引起的。通过软件的翘曲分析选项可知(图8),翘曲的最大值为1.724 mm,总变形量较小,可以满足要求。这类材料一般收缩是由该翘曲引起的,由于选用的材料不含填充物,由分子取向引起的翘曲接近于零。引起收缩的主要原因是保压压力过低,因此可对保压压力的设置进行优化。 3 模具结构设计本模具结构如图9所示。模具采用侧浇口,其型腔主要由滑块型芯A5、动模板8、滑块型芯B19、滑块型芯C23、斜顶型芯25和滑块型芯D31组成。
4 结语通过CAE技术得到的注塑成型工艺参数,对优化汽车储物箱模具结构有着重要的指导作用,可在很大程度上提高一次试模的成功率,提高塑件成型质量,是汽车零部件类模具设计发展的方向。以Moldflow软件为平台,采用数值模拟与经验设计相结合的方法对汽车储物箱成型规律进行了探讨和研究,有利于缩短模具的设计制造周期,优化模具的结构和工艺参数,降低开发成本,为企业带来良好的效益。 |

如有CAE业务的需要请联系电话:13723451508,咨询QQ:215370757
本文出自深圳有限元科技有限公司cae软件专业网站:http://www.feaworks.org 转载请注明
| Altair 技术大会 | 杜克大学教授陈怡然博士8月12日线上开 | Altair 技术大会 | 杜克大学教授陈怡然博士8月12日线上开 |
| CAE工程师必学:断裂力学的一些知识点 | CAE工程师必学:断裂力学的一些知识点 |
| 你知道屈服强度到底是怎么一回事吗? | 材料力学笔记:材料与结构疲劳 |

 Copyright 2007-2017 All rights reserved feaworks 粤ICP备17088788 深圳市元王科技有限公司
Copyright 2007-2017 All rights reserved feaworks 粤ICP备17088788 深圳市元王科技有限公司