【摘要】利用MoldFlow对添加了玻璃纤维的某电钻后把手塑件进行翘曲分析,预测了成型后可能出现的问题和区域,并根据翘曲变形机理优化设计了产品,大幅度降低了产品的翘曲变形量,提高了塑件的成型质量。 1 引言塑件的翘曲变形是指在注射过程中,由于塑料的不均匀收缩而引起的一种塑件几何形状上的缺陷,特别是添加了玻璃纤维的塑件,翘曲变形更是常见问题之一。翘曲不仅影响产品的外观,而且可能影响装配和使用性能。因此如何防止或减少翘曲变形成了注射成型实践中的重要课题。本文以电钻后把手塑件为例,应用MoldFlow软件对其进行翘曲分析及优化设计。 2 翘曲分析机理及塑件工艺分析翘曲变形与塑件的收缩有关,一般均匀的收缩只能引起塑件体积上的变化,只有不均匀的收缩才会引起翘曲变形[2]。引起塑件翘曲变形的因素很多,一般认为主要受到纤维取向、温度差异、区域收缩这3方面的影响。实践中,塑件材料和几何形状、模具以及注射过程的各个工艺参数(熔体温度、模具温度、注射时间、保压压力、保压时间和冷却时间等)对塑件的翘曲都有影响。在塑件材料、几何形状和模具一定的情况下,由于高分子材料注射成型的复杂性,目前对各个注射参数的相互关系以及对塑件的收缩与翘曲的影响还很难做到精确评估。在MoldFlow中,提供了3种收缩的理论模型:①CRIMS(修正后的残余应力模型);②Uncorrected residual stress(未修正的残余应力模型);③Residual strain(残余应变模型)。 图1所示塑件为后把手塑件,外形尺寸为192×48×47mm,公称壁厚为3mm。材料为PA6+30%GF,牌号为KINGFA N103。为了提高手感,需要在此塑件表面包裹一层软胶(需要第二次注射成型),材质为TPE。 3 CAE分析在UG中建立塑件的三维实体模型,并将其另存为.igs文件格式,然后导入到CAD Doctor中对塑件进行去圆角及缝合曲面等,保存为.udm格式导入到MPI,模型导入时选择网格的类型为表面模型,通过Mesh→Generate Mesh建立该塑件的有限元分析模型。
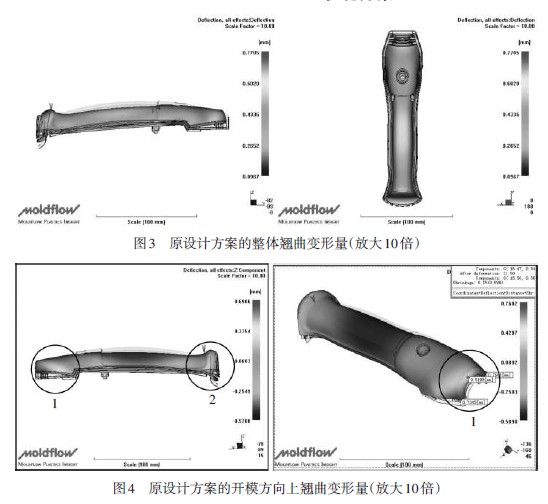
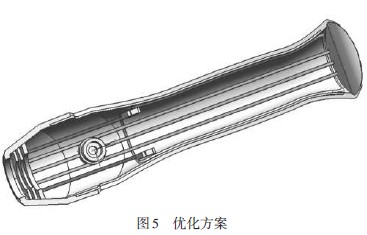
3.1 原始设计方案进行CFW(cool+flow+warp)分析得知,采用两板模端点进浇,浇口位置如图2所示,所得的翘曲变形量为最小,并得到以下分析结果:充填时间:1.573s;最大注射压力:16.13MPa,出现在1.555s;最大锁模力:8.80t,出现在3.233s;塑件整体翘曲变形量为:0.7705~0.0967mm,如图3所示;产品在开模方向的翘曲变形量为:0.6906~-0.5700mm,如图4所示。 由图4可知,在Z 方向,产品位置1及位置2均上翘严重,这将导致装配时产生缝隙,特别是位置1处,由于锁螺丝位置离翘曲严重变形位置较远,这将导致位置1处在装配时产生较大缝隙。位置1处的最大变形量为0.7682mm,变形较大,无法满足产品质量要求。 3.2 优化方案
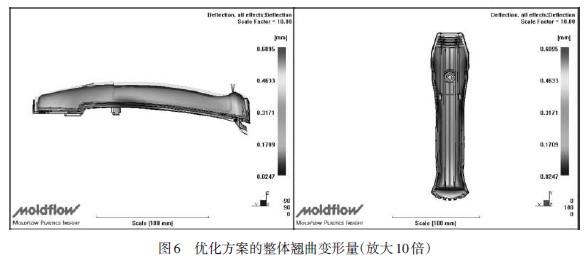
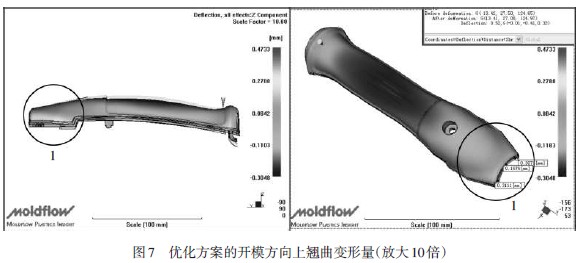
如前所述,翘曲的主要受到纤维取向、温度差异、区域收缩这3方面的影响。而对于添加了玻璃纤维的材质,由经验分析可知,相比温度差异和区域收缩方面的影响,纤维取向的影响就显得更为明显,故在设计中应以保持纤维的单一方向流动为重点。 由原始分析方案结果可知,主要在塑件两端存在翘曲严重,为了增加这一方向的强度,用于抵御塑件两端的翘曲量,故考虑在纤维的单一流动方向增加加强筋。经分析得知,在流动方向增加5条加强筋可达到最佳效果,如图5所示,产品进浇位置及壁厚均未变更。进行CPW分析,并得到以下结果:充填时间:1.368s;最大注射压力:18.16MPa,出现在1.350s;最大锁模力:10.22t,出现在1.573s;塑件整体翘曲变形量为:0.6095~0.0247mm,如图6所示;塑件在开模方向的翘曲变形量为:0.4733~-0.3048mm,如图7所示
由图7可知,位置1处的最大变形量为0.311mm,相比原始方案1,位置1处的变形量下降了59.50%,取得了很大改善,满足塑件设计要求。 4 结论通过应用MoldFlow软件分析出后把手塑件的翘曲变形量,预测了成型后可能出现的问题和区域,并优化设计了塑件,大幅度降低了塑件的翘曲变形量,提高了塑件的成型质量,为满足客户需求提供了有力的技术支持。 |

如有CAE业务的需要请联系电话:13723451508,咨询QQ:215370757
本文出自深圳有限元科技有限公司cae软件专业网站:http://www.feaworks.org 转载请注明
| Altair 技术大会 | 杜克大学教授陈怡然博士8月12日线上开 | Altair 技术大会 | 杜克大学教授陈怡然博士8月12日线上开 |
| CAE工程师必学:断裂力学的一些知识点 | CAE工程师必学:断裂力学的一些知识点 |
| 你知道屈服强度到底是怎么一回事吗? | 材料力学笔记:材料与结构疲劳 |

 Copyright 2007-2017 All rights reserved feaworks 粤ICP备17088788 深圳市元王科技有限公司
Copyright 2007-2017 All rights reserved feaworks 粤ICP备17088788 深圳市元王科技有限公司